


Адсорбционный активированный уголь
Если честно, когда слышишь ?адсорбционный активированный уголь?, первое, что приходит в голову — фильтры для воды или противогазы. Но в реальной работе, особенно в промышленных масштабах, всё куда сложнее и капризнее. Многие заказчики думают, что это универсальный ?поглотитель? всего подряд, и потом удивляются, почему система не тянет проектную нагрузку. Основная ошибка — игнорирование специфики сырья и структуры пор. Вот, например, для улавливания паров органики из газовых выбросов на одном из китайских НПЗ мы долго не могли выйти на заявленную эффективность, пока не разобрались, что поставщик привёл данные по адсорбционному активированному углю на основе каменного угля, а у нас в потоке была высокая влажность. Перешли на уголь из скорлупы кокоса — и ситуация выровнялась. Но это уже детали, о которых редко пишут в общих спецификациях.
От сырья до структуры: что действительно важно
Всё начинается с основы. Древесный, каменноугольный, кокосовый — у каждого своя ?биография?. Кокосовый, к примеру, даёт очень развитую микропористую структуру, идеален для улавливания лёгких летучих соединений. Но он и дороже. В проекте по рекуперации растворителей для лакокрасочного цеха в Подмосковье как раз столкнулись с дилеммой: клиент хотел оптимизировать затраты. Предложили каменноугольный уголь с добавленной активацией паром, но пришлось увеличить объём адсорберов — потому что ёмкость по целевым компонентам была ниже. В итоге экономия на загрузке съелась увеличением металлоёмкости аппарата. Вывод: нельзя выбирать адсорбционный активированный уголь только по цене за тонну.
А ещё есть нюанс с зольностью. Высокая зольность не всегда критична, но если речь идёт о фармацевтике или электронной промышленности, где нужна высочайшая чистота, это становится ключевым параметром. Помню, для одной линии по производству высокочистого кремния требовался уголь с зольностью менее 3%. Нашли подходящий вариант у производителя из Китая, но столкнулись с проблемой сертификации и документации — партия за партией данные по зольности ?плавали?. Пришлось налаживать прямой контакт с заводом и ужесточать входной контроль. Это та самая рутинная работа, которая никогда не попадает в глянцевые каталоги.
И про механическую прочность. Казалось бы, мелочь. Но когда в вертикальном адсорбере происходит постоянное движение газа под давлением, слабые гранулы истираются в пыль. Эта пыль потом летит дальше по технологической цепочке, забивает клапаны, датчики. Был случай на установке осушки природного газа — через полгода работы пришлось полностью останавливаться и чистить систему. Виновником оказался дешёвый дроблёный уголь с низкой абразивной стойкостью. После перешли на гранулированный, с более окатанной формой. Шум и вибрация в системе снизились заметно.
Проектирование систем: теория vs. практика на площадке
В теории расчёт времени защитного действия идёт по изотермам адсорбции. На практике же скорость подачи газа, перепады температуры, наличие ?сопутствующих? примесей вносят свои коррективы. Один из самых показательных проектов, где пришлось импровизировать, был связан с очисткой вентиляционных выбросов от сероводорода и меркаптанов. По паспорту, адсорбционный активированный уголь с импрегнацией щёлочи должен был работать полгода. Через три месяца эффективность упала. Разбирались: оказалось, в потоке периодически ?проскакивали? пары тяжёлых углеводородов, которые необратимо забивали поры. Пришлось ставить предварительный конденсатор-холодильник, чего изначально в проекте не было. Это классическая история про то, как недостаточный анализ исходной газовой смеси приводит к переделкам.
Сейчас многие говорят про модульные и стандартные решения. Но, работая с Chengdu Yizhi Technology Co. (это проектный институт, созданный Huaxi Technology), мы часто отталкиваемся от необходимости глубокой адаптации. Их сайт yzkjhx.ru — это, по сути, окно в их компетенцию в области адсорбционных технологий. Они не просто продают уголь, а предлагают инжиниринг под задачу. Например, для улавливания паров бензола на химическом складе они спроектировали не просто адсорбер, а систему с попеременной регенерацией двумя блоками и рекуперацией конденсата. Это уже уровень, когда материал — лишь часть головоломки.
А ещё есть момент с отработанным углём. Его нельзя просто выбросить. Если он насыщен органическими веществами, это опасные отходы. Иногда его можно регенерировать на месте — термически или паром. Но это отдельная установка, дополнительные капиталовложения. В одном из наших старых проектов для небольшого предприятия понравилась экономия на самой адсорбционной установке, но клиент не заложил бюджет на утилизацию. В итоге на площадке годами копились бочки с отработанным сорбентом, что создавало и экологические, и пожарные риски. Пришлось потом в срочном порядке искать подрядчика для вывоза и обезвреживания. Урок: рассматривать жизненный цикл загрузки нужно сразу, на стадии ТЭО.
Регенерация: где часто экономят и потом жалеют
Самая большая иллюзия — что уголь будет работать вечно. Регенерация паром — самый распространённый метод, но он подходит не для всех веществ. Если адсорбировались высококипящие соединения, паром их не выгонишь. Приходится думать о термической регенерации в печи, но это уже мини-завод. Был опыт на предприятии по переработке пластика: улавливали стирол. После насыщения пытались регенерировать паром — выходило лишь 60-70% ёмкости. Каждая последующая регенерация снижала активность. В итоге сочли более рентабельным не регенерировать, а отправлять уголь на сжигание в качестве альтернативного топлива в печи самого завода. Нестандартное, но экономически оправданное для того конкретного случая решение.
Важный практический момент — контроль точки росы выходящего пара при регенерации. Если недогреть, вещество останется в порах. Перегреть — можно повредить саму углеродную матрицу, ?спечь? поры. Опытный оператор по звуку пара и показаниям температур на разных слоях адсорбера может многое понять. Автоматика, конечно, хороша, но когда датчик забивается той самой угольной пылью, только человек по косвенным признакам может предотвратить холостую работу цикла. Это та самая ?практическая магия?, которой нет в мануалах.
Иногда для сложных смесей используют многослойную загрузку — разные типы адсорбционного активированного угля в одной колонне. Скажем, вниз — более крупные гранулы для предварительной очистки от аэрозолей и тяжёлых фракций, выше — высокопористый уголь для тонкой очистки. Такую схему мы применяли для очистки воздуха на мусоросортировочном комплексе. Задача была убрать и аммиак, и сернистые соединения, и летучие органические вещества. Универсального сорбента нет, поэтому пришлось комбинировать. Результат был хорошим, но расчёт гидравлического сопротивления такого ?сэндвича? — отдельная головная боль для проектировщиков.
Выбор поставщика: доверяй, но проверяй
Рынок насыщен предложениями. Китайские, российские, европейские производители. У каждого свои преимущества. Европейские часто имеют безупречную документацию и стабильное качество, но цена высока. Китайские, как те же Huaxi Technology, через свой институт Chengdu Yizhi Technology Co., Ltd., могут предложить очень хорошее соотношение цены и качества, особенно для специфических задач, но требует более жёсткого входного контроля и чёткого ТЗ. Их уставной капитал в 120 миллионов юаней говорит о серьёзных вложениях в производство и НИОКР, что не может не внушать доверия. Ключевое — не покупать ?кота в мешке?. Запросите реальные образцы, проведите свои тесты на конкретную смесь. Лучше потратить пару недель на испытания в лаборатории, чем потом месяцы переделывать работающую установку.
Один из наших принципов — всегда запрашивать данные не только по стандартным тестам (йодное число, площадь поверхности), но и по изотермам адсорбции конкретных веществ, с которыми предстоит работать. Часто поставщики такие данные имеют, но не выкладывают в открытый доступ. Прямой запрос в технический отдел помогает. Если же поставщик отделывается общими фразами — это тревожный звоночек. Солидные игроки, как упомянутая Chengdu Yizhi Technology Co., обычно готовы к диалогу и предоставлению детальной информации, потому что их бизнес — это комплексные решения, а не просто продажа мешков с углём.
И последнее — логистика и хранение. Адсорбционный активированный уголь гигроскопичен. Привезли его на площадку в дождь, оставили в повреждённой упаковке — и всё, можно часть свойств считать утерянными. Обязательно нужно предусматривать сухое складское помещение. В одном из проектов в порту из-за нарушения условий хранения пришлось сушить целую партию перед загрузкой в адсорберы, что привело к простою и дополнительным затратам. Мелочь, которая бьёт по бюджету и графику.
Вместо заключения: материал как инструмент
Так что, возвращаясь к началу. Адсорбционный активированный уголь — это не товар, а технологический компонент. Его выбор, применение, обслуживание — это целая дисциплина на стыке химии, инжиниринга и даже в какой-то степени искусства. Универсальных рецептов нет. Есть понимание механизмов, внимательный анализ условий и готовность адаптироваться. И да, пробы, ошибки и накопленный опыт, который иногда противоречит учебникам. Именно этот опыт и позволяет превратить чёрный пористый материал в эффективный и экономичный элемент очистной системы. Главное — не относиться к нему как к простому расходнику, а видеть в нём ключевую часть процесса, от которой зависит успех всего проекта.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Денитрификация дымового газа SCR、SNC
Денитрификация дымового газа SCR、SNC -
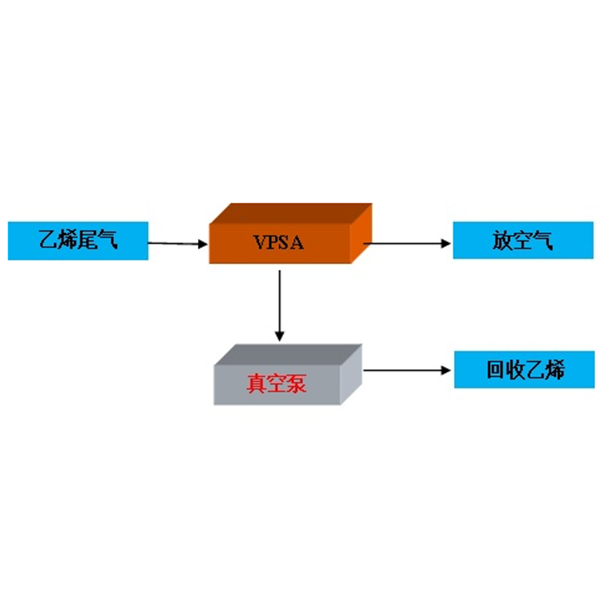 Утилизация хвостового газа этилена
Утилизация хвостового газа этилена -
 Технология тонкого удаления органической серы угольного газа
Технология тонкого удаления органической серы угольного газа -
 Клапан
Клапан -
 Регенерация отработанной кислоты
Регенерация отработанной кислоты -
 Технология производства прекурсора материала аккумулятора
Технология производства прекурсора материала аккумулятора -
 Технология очистки коксового газа
Технология очистки коксового газа -
 Десульфуратор ионной жидкости
Десульфуратор ионной жидкости -
 Технология очистка водорода адсорбцией при переменном давлении
Технология очистка водорода адсорбцией при переменном давлении -
 Производство азота адсорбцией при переменном давлении
Производство азота адсорбцией при переменном давлении -
 Технология десульфурации дымового газа с помощью аммиака
Технология десульфурации дымового газа с помощью аммиака -
 Технология удаления СО2 влажным методом
Технология удаления СО2 влажным методом
Связанный поиск
Связанный поиск- Китай Технология очистка водорода адсорбцией при переменном давлении Поставщик
- Китай сорбент адсорбент Экспортер
- Китай Десульфуратор ионной жидкости Поставщики
- Китай лучший адсорбент Основная страна покупателя
- Китай Технология утилизации СО2 дымового газа Производитель
- Китай адсорбент таблетки Поставщики
- Китай трехходовой клапан продукт
- Китай Специальное оборудование регенерации кислоты экспортеры
- Китай Технология производства пищевого СО2 Основная страна покупателя
- Адсорбенты для воздуха