Китай: новые технологии утилизации хвостового газа?
2026-03-01
Когда говорят про утилизацию хвостового газа в Китае, многие сразу представляют себе гигантские установки на нефтехимических гигантах вроде Sinopec. Но реальность, на мой взгляд, часто оказывается куда интереснее и… грязнее в прямом смысле слова. Основная борьба и инновации сейчас происходят не столько в сфере глобального улавливания CO2, сколько в области работы с теми самыми сложными, ?неудобными? потоками — коксовым газом, отходящими газами от производства карбида кальция, выбросами от небольших химических производств. Именно там, где состав нестабилен, а объемы не всегда оправдывают колоссальные капиталовложения, и рождаются те самые ?новые технологии?, о которых все говорят, но мало кто реально видел в работе. И здесь часто кроется главный подвох: технология может быть прекрасной на бумаге, но абсолютно нежизнеспособной в условиях конкретного завода с его устаревшим парком оборудования и вечной нехваткой средств на модернизацию.
От теории к практике: где спотыкаются ?новые? решения
Возьмем, к примеру, модное направление — каталитическое окисление при низких температурах для обезвреживания летучих органических соединений (ЛОС) в хвостовых газах. В лаборатории или на стенде с идеально подготовленной газовой смесью КПД за 99%. Приезжаешь на завод по производству пестицидов в провинции Сычуань — а там в потоке кроме целевых ЛОС еще и пыль, пары кислот, влажность под 90%, и температура на входе скачет. Катализатор, который должен работать два года, спекается за полгода. И весь экономический расчет, основанный на его долговечности, летит в тартарары. Это не недостаток технологии как таковой — это проблема адаптации. Часто китайские инжиниринговые компании, особенно те, что выросли из практики, как, скажем, Chengdu Yizhi Technology Co. (их сайт — yzkjhx.ru), идут не путем создания универсального ?серебряного патрона?, а разрабатывают гибридные решения. Сначала — надежная и дешевая абсорбция или адсорбция для стабилизации потока и удаления ?мусора?, а уже потом — тонкая каталитическая или термическая стадия. Это увеличивает капитальные затраты, но в разы повышает надежность всей системы. Их подход, как проектного института с уставным капиталом в 120 миллионов юаней, созданного на базе Huaxi Technology, часто строится именно на таком глубинном анализе сырья, а не на продаже готового бокса.
Еще один камень преткновения — энергетический баланс. Многие технологии утилизации, особенно термические, потребляют больше энергии (например, на нагрев), чем вырабатывают или экономят. В Китае, где тарифы на электроэнергию для промышленности — отдельная большая тема, этот фактор становится решающим. Поэтому сейчас тренд смещается в сторону рекуперации тепла и интеграции системы утилизации хвостового газа в общую энергетическую схему предприятия. Не просто сжечь газ, а использовать его тепло для подогрева сырья или генерации пара для собственных нужд. Но и здесь масса нюансов: коррозия из-за состава газа, сложности с автоматикой для нестабильного потока. Видел проект, где из-за колебаний давления в хвостовом газе система рекуперации постоянно отключалась, в итоге ее просто забросили, вернувшись к примитивному факелу.
И конечно, нельзя забывать про экономику. Внедрение любой, даже самой продвинутой, технологии утилизации — это затраты. И ключевой вопрос для владельца завода: ?Когда это окупится??. Если речь идет не о штрафах от экологических инспекций (которые, к слову, в Китае ужесточаются год от года), а о реальной экономической выгоде, то вариантов не так много. Либо это утилизация ценных компонентов (например, водорода из хвостовых газов нефтепереработки), либо генерация энергии для внутреннего использования, что снижает зависимость от сетей. Все остальное — чаще всего имиджевые проекты или вынужденная мера под давлением регулятора. И специалисты из Chengdu Yizhi Technology в своих презентациях это не скрывают, честно показывая клиенту графики окупаемости при разных сценариях, что, кстати, вызывает больше доверия.
Конкретные кейсы: не только нефтехимия
Давайте отойдем от абстракций. Один из самых показательных проектов последних лет, который мне довелось детально изучать, — это утилизация коксового газа на металлургическом комбинате. Традиционно его просто сжигали на факеле. Задача была не только в обезвреживании, но и в улавливании бензольных углеводородов и сероводорода. Применяли комбинированную схему: адсорбция на активированном угле с последующей регенерацией и выделением концентрированных бензолов, а уже очищенный газ направляли в систему отопления цехов. Самое сложное было не в технологии очистки, а в организации бесперебойной подачи нестабильного по давлению газа на адсорберы. Пришлось проектировать буферную емкость-газгольдер и сложную систему автоматики, которая, по слухам, была доработана как раз инженерами из Huaxi Technology. Окупился проект не за счет продажи извлеченных бензолов (их рынок волатилен), а за счет замещения дорогого природного газа, который шел на отопление.
Другой пример — малые химические производства в промышленных парках. Там часто собираются выбросы от десятка разных цехов в одну общую трубу. Состав — кошмарный коктейль. Установка единой мощной системы очистки для всех стоила бы астрономически. Решение, которое я видел в действии в Чжэцзяне, — это децентрализованный подход. На каждом источнике, где это возможно, ставят компактные модули каталитического окисления, подобранные под конкретный тип выбросов. А уже общий, относительно ?чистый? остаток дочищают централизованно. Это снижает общую нагрузку на финальную ступень и ее стоимость. Правда, возникла проблема с обслуживанием множества маленьких установок на разных предприятиях — нужен был единый квалифицированный сервис, который так и не был организован в полной мере.
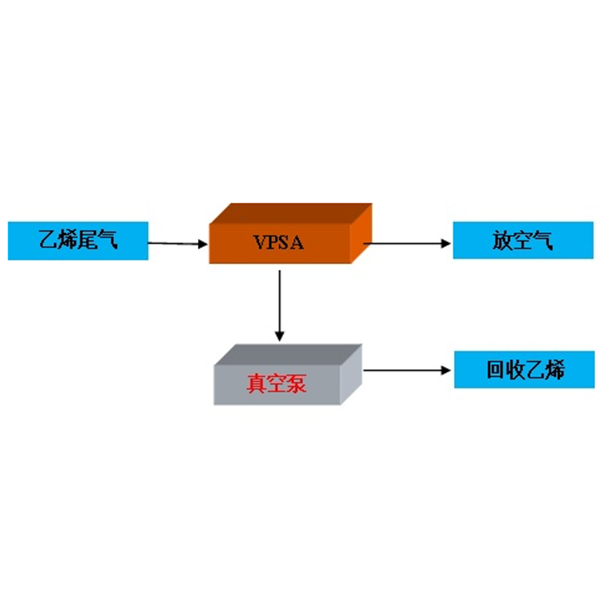
И, конечно, нельзя обойти стороной тему улавливания и использования угольного метана (СММ) из шахт. Это, строго говоря, тоже хвостовой газ, но со своей спецификой. Здесь технологии идут по пути очистки и доведения газа до качества, пригодного для закачки в газопроводы или для генерации электроэнергии на месте. Основные сложности — опять же в непостоянстве концентрации метана и наличии примесей. Китай здесь активно экспериментирует, в том числе с мембранным разделением и адсорбцией при переменном давлении (PSA). Успех сильно зависит от геологии конкретной шахты, и тиражировать единое решение невозможно. Это поле для настоящей исследовательской работы, а не для типового инжиниринга.
Роль специализированных инжиниринговых компаний
Вот здесь и выходят на первый план компании вроде упомянутой Chengdu Yizhi Technology Co., Ltd.. Это не производители стандартного оборудования, а именно проектные институты. Их сила — в способности провести детальный аудит, смоделировать процесс и собрать систему, как конструктор, из лучших доступных на рынке компонентов, адаптируя их под нужды клиента. Посмотрите их портфолио на yzkjhx.ru — видно, что они работают с разными отраслями: от коксохимии до фармацевтики. Это говорит о широкой экспертизе именно в области очистки сложных газовых смесей. Их создание в 2013 году на базе технологической компании Huaxi было логичным шагом для перехода от разработки химических процессов к их полной промышленной реализации, включая ?хвосты?.
Что отличает хорошую инжиниринговую компанию в этой сфере? Умение честно сказать клиенту: ?Для вашего случая эта модная технология не подойдет, давайте рассмотрим более простое и надежное решение?. Видел, как продавцы ?нано-катализаторов? впаривали свои установки заводам, где газ был настолько грязным, что первая же ступень — скруббер — выходила из строя ежемесячно. Проектный же подход предполагает сначала тщательный анализ сырья, часто в течение нескольких циклов производства, а уже потом — выбор метода. Иногда правильным ответом оказывается не одна супертехнология, а каскад из двух-трех проверенных, но грамотно скомбинированных методов.
Еще один критически важный момент — постпроектная поддержка. Система утилизации хвостового газа, особенно новая, — это живой организм. Меняется сырье, изнашивается оборудование, ужесточаются нормы. Договор на техническое обслуживание и возможность модернизации часто важнее первоначальной цены контракта. Компании, которые сами глубоко погружены в химическую технологию, как материнская Huaxi Technology, здесь имеют преимущество, так как понимают процесс изнутри, а не просто как набор аппаратов.
Тренды и тупики: взгляд изнутри
Куда все движется? Первое — явный тренд на цифровизацию и интеллектуальное управление. Не просто датчики на выходе, а системы предиктивной аналитики, которые по косвенным признакам (падение давления в слое катализатора, изменение температурного профиля) могут предсказать необходимость обслуживания или скорый выход из строя узла. Это позволяет перейти от планово-предупредительных ремонтов к фактическому состоянию, экономя ресурсы. Но внедрять такое сложно: нужны компетенции в data science, которых на традиционных заводах нет.
Второе — работа с высококонцентрированными, но малыми по объему потоками. Например, выбросы от реакторов в фармацевтике. Здесь не нужна гигантская установка, нужна компактная, эффективная и, что важно, быстропереналаживаемая система. Скорее всего, будущее здесь за модульными решениями ?контейнерного? типа, которые можно быстро подключить к новому источнику.
А что, на мой взгляд, является тупиковым путем? Погоня за абсолютными показателями очистки ?любой ценой?. Иногда снизить выброс с 95% до 99,9% требует удвоения капитальных и эксплуатационных затрат при мизерном экологическом эффекте. Разумный компромисс между законодательными требованиями, технологической возможностью и экономикой — это и есть высший пилотаж в проектировании систем утилизации. Слепое копирование западных решений без учета местной специфики сырья, стоимости энергии и квалификации персонала тоже часто приводит к провалу. Оборудование стоит, но не работает.
Вместо заключения: мысль вслух
Так что же в итоге с ?новыми технологиями? в Китае? Мой опыт подсказывает, что настоящая новизна сейчас редко заключается в изобретении какого-то принципиально нового физико-химического метода. Чаще она — в умении интегрировать, адаптировать и сделать экономически жизнеспособным существующий набор технологий для конкретных, подчас очень ?неидеальных? условий китайского промышленного ландшафта. Это работа скорее инженера-технолога высочайшего класса, чем ученого-теоретика.
Успешный проект по утилизации хвостового газа сегодня — это на 30% правильная технология, на 50% — грамотный инжиниринг и интеграция в действующее производство, и на 20% — готовность заказчика и подрядчика к долгосрочному партнерству и доработкам ?по месту?. И когда видишь, как на каком-нибудь заводе по производству удобрений система, спроектированная, к примеру, такими специалистами, как из Chengdu Yizhi Technology, тихо и эффективно работает уже несколько лет, перерабатывая вонючий выброс в полезный пар, понимаешь, что именно в этой, непарадной работе и заключается реальный прогресс. Без громких слов, но с конкретным результатом. А вопрос из заголовка остается открытым для каждого нового объекта, и это, пожалуй, самое интересное в нашей работе.