Китай: утилизация хвостового газа этилена?
2026-01-30
Если говорить об утилизации хвостового газа этилена в Китае, многие сразу представляют себе масштабные установки гидрирования или дорогостоящие проекты по возврату в пиролиз. Но реальность на местах часто оказывается куда прозаичнее и сложнее. Основная загвоздка — не в отсутствии технологий, а в их экономической целесообразности для конкретного завода, особенно когда речь идет о сравнительно небольших или старых производствах. Часто вижу, как инженеры пытаются применить ?книжные? решения, не учитывая реальный состав газа, колебания нагрузки или банальную нехватку места под оборудование.
Что на самом деле скрывается в ?хвостах?
Начнем с основ, которые почему-то часто упускают из виду. Хвостовой газ этилена — это не просто стандартная смесь. Его состав — это отпечаток пальцев конкретного пиролизного производства. Помимо этилена и пропилена, там может быть всё, что угодно: от водорода и метана до ацетилена, MAPD (метилацетилен и пропадиен) и даже следов ароматики. В одном проекте, с которым я столкнулся лет пять назад, основная проблема была даже не в этихлене, а в высоком содержании водорода, которое ?сбивало с толку? стандартные схемы гидрирования и требовало дополнительной ступени сепарации.
Именно поэтому первым шагом всегда должен быть не выбор технологии из каталога, а длительный и детальный анализ состава газа. Не разово, а в динамике, с учетом всех режимов работы печей. Бывало, что установка, спроектированная под ?средний? состав, просто не справлялась при пиковых нагрузках или, наоборот, становилась нерентабельной при минимальной производительности. Это та самая точка, где теория расходится с практикой.
Здесь стоит упомянуть подход некоторых проектных институтов, которые специализируются именно на таких нестандартных решениях. Например, Chengdu Yizhi Technology Co., которая является проектно-исследовательским подразделением Huaxi Technology. Их работа часто начинается именно с глубокого аудита и моделирования, а не с продажи готового аппарата. Это правильный путь, хотя и не самый быстрый.
Гидрирование: не панацея, а инструмент
Когда заходит речь об утилизации, первая мысль — каталитическое гидрирование для возврата этилена и пропилена. Технология отработанная, но… Ключевое слово — катализатор. Подбор катализатора — это целое искусство. Он должен быть селективным именно к нашим целевым компонентам (скажем, к ацетилену и MAPD), но при этом не трогать этилен и не вызывать перегрева. На одной из установок мы долго боролись с быстрым коксованием катализатора. Оказалось, виной были следы высших олефинов, которые в исходном анализе просто не ?ловились?.
Еще один нюанс — теплосъем. Реакция гидрирования сильно экзотермична. Если не обеспечить эффективный отвод тепла, можно получить не селективное гидрирование, а полную гидрогенизацию всего и вся, с резким ростом температуры и риском для реактора. Приходилось проектировать многоступенчатые системы с промежуточным охлаждением, что, конечно, удорожало проект.
И конечно, источник водорода. Идеально, если есть свой дешевый водород с установок риформинга. Если нет — приходится рассматривать либо его покупку, либо альтернативные схемы. Это сразу бьет по экономике. Иногда проще и дешевле оказывается направить хвостовой газ на сжигание в печах, хотя с точки зрения ресурсоэффективности это, конечно, поражение.
Альтернативы: когда гидрирование невыгодно
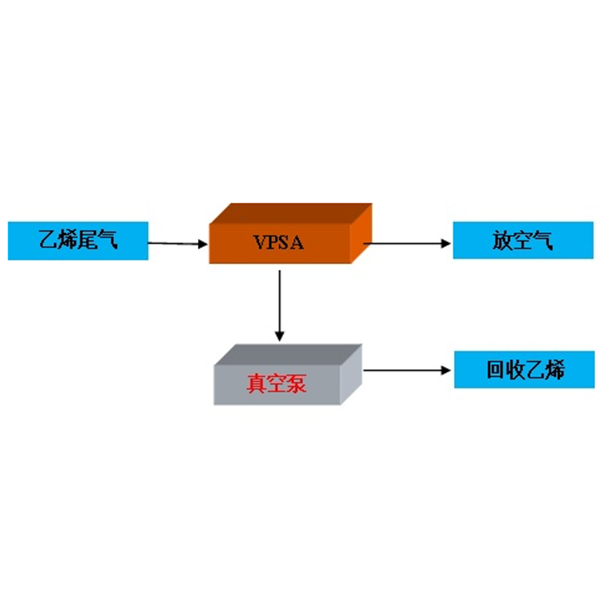
Для небольших потоков или газов с особым составом классическое гидрирование может быть подобно стрельбе из пушки по воробьям. Что тогда? Один из вариантов, который мы рассматривали для завода в провинции Шаньдун — это выделение отдельных ценных компонентов. Например, концентрирование этилена с помощью адсорбции или мембран для использования в других процессах на той же площадке (например, в производстве оксида этилена или стирола).
Другой путь — энергетическая утилизация. Но не просто сжигание в факеле, а использование в качестве топливного газа для технологических печей или для выработки пара. Проблема здесь в нестабильной теплотворной способности. Чтобы котел или печь работали стабильно, нужна система подмешивания или регулировки. Мы внедряли такую схему, и основная головная боль была связана с автоматикой, которая должна была в реальном времени реагировать на изменения состава хвостового газа.
Были и более экзотические попытки, например, использование обогащенного этиленом газа в производстве линейного альфа-олефинов или в качестве сырья для полиэтилена высокого давления. Но тут упираешься в логистику, чистоту сырья и конкуренцию с основным потоком полимерного этилена. Чаще всего такие проекты оставались на бумаге.
Опыт и подводные камни: взгляд изнутри
Хочу поделиться одним конкретным кейсом, который хорошо иллюстрирует все сложности. Это был проект модернизации старого этиленового комплекса. Задача — утилизировать хвостовой газ с установки очистки. Техническое задание изначально делали под гидрирование. Но когда мы (я тогда работал с командой от Chengdu Yizhi Technology Co.) провели детальный анализ, выяснилось, что газ содержит неприлично много инертов (азота, метана). Гидрировать такой состав — значит, гонять через реактор и компрессоры огромный балласт, тратя энергию впустую.
В итоге предложили гибридную схему. Сначала — мембранное разделение для предварительного концентрирования этилена и пропилена. Потом — компактный блок селективного гидрирования уже этого концентрата. Оставшийся бедный газ пошел на топливо. Сайт компании yzkjhx.ru описывает подобные комплексные подходы, и в этом случае он сработал. Экономический эффект был достигнут за счет снижения капитальных затрат на компрессию и размеров реактора, а также за счет экономии топливного газа.
Главный урок этого проекта: не существует универсального решения. Каждый случай требует своего технологического аудита и, часто, комбинирования методов. Самый большой подводный камень — это желание руководства заводов получить быстрое и дешевое решение. Но в этой области быстро и дешево обычно значит ?неэффективно? или ?не работает в долгосрочной перспективе?.
Будущее и экономика процесса
Куда движется отрасль? Тренд — это максимальная интеграция и цифровизация. Речь идет о системах, которые в реальном времени оптимизируют режим утилизации в зависимости от состава сырья и рыночной стоимости продуктов. Если цена на полимерный этилен высока, система будет стремиться максимизировать его возврат. Если выгоднее производство электроэнергии — переключится на приоритет энергетической утилизации.
Второй тренд — миниатюризация и модульность установок. Это особенно актуально для средних и малых производителей. Вместо гигантских капитальных сооружений — компактные, почти контейнерные решения, которые можно быстро развернуть и адаптировать. Над такими разработками, кстати, активно работают в Chengdu Yizhi Technology Co., Ltd., используя опыт своего материнского института Huaxi Technology в области катализа и процессов разделения.
В конечном счете, вопрос утилизации хвостового газа этилена упирается не в технологию, а в экономику и экологию. Давление со стороны регуляторов по снижению выбросов и углеродного следа растет. Просто сжигать становится все дороже из-за сборов. Поэтому инвестиции в грамотные системы утилизации — это уже не вопрос премии, а вопрос выживания бизнеса в среднесрочной перспективе. Но инвестиции должны быть умными, основанными на глубоком анализе, а не на красивых брошюрах. И здесь опыт практиков, которые прошли через десятки таких проектов, оказывается бесценным.