Китай: как работает адсорбция при переменном давлении?
2026-02-08
Вот о чём часто спрашивают, когда речь заходит о газоразделении или осушке в промышленных масштабах. Многие сразу представляют себе сложные установки с кучей автоматики, но на деле ключевой принцип — это цикличность, сама суть адсорбции при переменном давлении. Если говорить грубо, это не магия, а управляемое ?вдыхание? и ?выдыхание? адсорбентом. Сам наблюдал, как новички в цеху путают давление нагнетания с давлением десорбции, из-за чего потом влажность продукта скачет. Давайте разбираться без глянца.
Сердце процесса: не просто башня с гранулами
Основная идея — использование способности определённых материалов, вроде цеолитов или активированного угля, выборочно удерживать молекулы на своей поверхности под давлением. Но вся фишка в ?переменном?. Один адсорбер работает на адсорбции — забирает целевой компонент из сырого потока, пока другой регенерируется за счёт сброса давления, часто до вакуума, и продувки. Это не статичная фильтрация, это цикл. В Китае, на многих заводах по производству водорода или на установках подготовки природного газа, это основа основ.
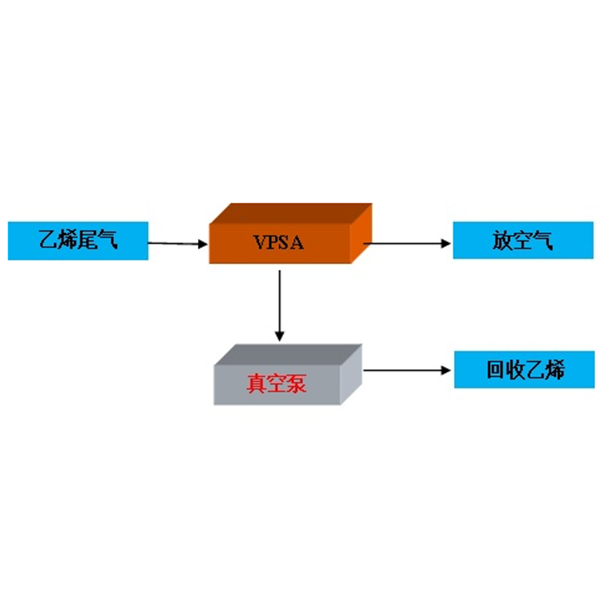
Частая ошибка — думать, что чем выше давление адсорбции, тем лучше. Да, ёмкость растёт, но после определённого предела энергозатраты на компрессию съедают всю выгоду. Приходится искать точку равновесия. Помню проект по осушке этилена, где изначально заложили давление в 12 бар, а в итоге после пробных пусков опустились до 9. Адсорбция шла чуть медленнее, но зато срок службы молекулярных сит существенно вырос, и по энергопотреблению вышло экономичнее.
Ключевой параметр, который всегда смотрю, — это форма фронта адсорбции в слое. Если он слишком размытый или, наоборот, резкий, но с большим перепадом давления — что-то не так. Либо гранулы слежались, либо исходный газ с примесями, которые отравляют адсорбент. Визуально, конечно, не увидишь, но по данным онлайн-анализаторов на выходе и перепаду давлений всё становится ясно.
Десорбция: где кроются главные потери
Фаза регенерации, сброс давления — это самое ?больное? место. Многие думают, что достаточно просто стравить давление в атмосферу, и адсорбент готов. На практике так теряется много продукта (того же водорода), а сам адсорбент очищается плохо. Поэтому эффективная схема — это многоступенчатый сброс давления (равновесная десорбция) с последующей продувкой. Часто используют часть уже очищенного продукта для продувки, что создаёт замкнутый цикл.
Вот реальный случай: на одной установке получения азота из воздуха пытались сэкономить на продувочном газе, уменьшив его расход. В итоге, влага из цеолита выводилась не полностью, и через несколько циклов точка росы на выходе поползла вверх. Пришлось останавливаться и проводить глубокую термическую регенерацию — простой и убытки. Это классическая ошибка при оптимизации адсорбции при переменном давлении.
Интересный момент с вакуумной десорбцией (VPSA). Для выделения кислорода из воздуха это часто оптимальный путь. Снижение давления в колонне до глубокого вакуума резко увеличивает движущую силу десорбции. Но тут свои заморочки — нужны качественные вакуумные насосы и абсолютная герметичность системы. Малейшая течь — и эффективность падает на глазах. Работал с установками, где использовались ротационно-лопастные насосы, так их приходилось обслуживать чуть ли не по графику, строже, чем основную технологическую линию.
Материалы имеют значение: не всякий цеолит одинаков
Выбор адсорбента — это 50% успеха. Для осушки — цеолит 3А или 4А. Для разделения воздушной смеси на азот и кислород — цеолит 5А или 13X. Но и это не догма. Например, для улавливания CO2 из биогаза сейчас активно пробуют модифицированные материалы с улучшенной ёмкостью. Китайские производители адсорбентов, вроде тех, что поставляют сырьё для многих проектных институтов, сильно продвинулись в этом плане.
На что смотрю при оценке материала? Не только на заводской паспорт с данными по статической ёмкости. Важна механическая прочность на истирание. В циклическом режиме с постоянными перепадами давления гранулы трутся друг о друга и о стенки аппарата. Если прочность низкая, через полгода вместо гранул будет пыль, которая забьёт трубки и клапаны. Был печальный опыт с одним, казалось бы, выгодным по цене цеолитом — через 4000 циклов пылизация была катастрофической.
Ещё нюанс — форма гранул. Цилиндрические экструдированные или шарообразные? Шарики, как правило, дают меньшее сопротивление потоку и более равномерное распределение, но и стоят дороже. Для некоторых применений, где перепад давления критичен, эта разница в цене окупается экономией на энергии компрессора. Это уже детали, которые прорабатываются на стадии технологического расчёта.
Автоматика и клапаны: нервы системы
Цикл адсорбции-десорбции длится минуты, иногда десятки минут. Всё управляется пневматическими или электромагнитными клапанами по заданной программе. Надёжность этих клапанов — залог непрерывности работы. Самый частый отказ — залипание или медленное срабатывание клапана переключения потоков. Из-за этого происходит смешивание сырого и очищенного газа, и качество продукта мгновенно падает.
Поэтому в серьёзных установках ставят не просто таймер, а систему, которая отслеживает состояние фронта адсорбции (часто по датчику температуры или анализу состава) и может корректировать длительность цикла. Это уже не базовый ПИД-регулятор, а более сложная логика. Внедряли такую на установке очистки водорода для завода аммиака — удалось на 3-5% поднять выход продукта за счёт более точного определения момента проскока.
Кстати, о проскоке. Это момент, когда адсорбент насыщается, и целевая примесь появляется в очищенном потоке. В идеале переключение цикла должно происходить чуть раньше. Но если клапан сработал с задержкой даже в пару секунд — партия продукция может не соответствовать ТУ. Приходится настраивать систему с запасом, что снижает общую эффективность использования объёма адсорбента. Вечный компромисс между безопасностью и экономикой.
Из практики: от чертежа до пусконаладки
Теория теорией, но всё решает практика. Возьмём, к примеру, проектный институт, который специализируется на таких решениях. Допустим, Chengdu Yizhi Technology Co. (их сайт — https://www.yzkjhx.ru). Это как раз та структура, которая выросла из химико-технологической компании и занимается проектированием промышленных установок. Их работа — не просто продать адсорбер, а рассчитать полный технологический режим под конкретную задачу заказчика.
В их практике, как я понимаю из общения с коллегами, часто встречаются задачи по газоразделению для металлургии или химии. Вот тут и проявляются все тонкости адсорбции при переменном давлении. Допустим, нужно получить кислород для конвертера. Берут установку VPSA. Рассчитывают количество адсорберов (часто 2 или 3, чтобы один был в резерве или в стадии наполнения/сброса), подбирают цеолит 13X, проектируют схему клапанов и систему управления.
Но самое интересное начинается на пусконаладке. Все расчёты — это модель. В реальности состав воздуха на площадке может плавать (влажность, содержание CO2), температура окружающей среды влияет на работу компрессора и вакуумного насоса. Поэтому настройщики неделями ловят оптимальные параметры: длительность каждой стадии цикла, давление адсорбции, степень вакуума при десорбции, расход продувочного газа. Иногда даже меняют первоначально заложенную последовательность переключения клапанов. Это кропотливая работа, результат которой — стабильные 93-95% кислорода на выходе годами.
Именно в таких институтах накапливается тот самый практический опыт, который не найдёшь в учебниках: какой уплотнительный материал лучше держит на фланцах при циклических нагрузках, как правильно организовать дренаж конденсата из осушителя перед компрессором, чтобы не залить адсорбер водой, как интерпретировать мелкие колебания давления на графиках SCADA-системы. Это знание, оплаченное часами работы у панели управления и анализом неудачных пусков.
Вместо заключения: мысль вслух
Так что, возвращаясь к заглавному вопросу… Адсорбция при переменном давлении — это живой, дышащий процесс. Его нельзя просто скопировать с одного завода на другой и ждать одинакового результата. Это всегда баланс между теорией сорбции, практической механикой аппаратов, надёжностью арматуры и, в конечном счёте, экономикой. Иногда кажется, что добавив ещё одну ступень сброса давления, ты выжмешь лишний процент продукта, но усложнишь систему настолько, что она станет нерентабельной в обслуживании.
Главное, что я вынес за годы наблюдений за этими циклами — нужно чувствовать систему. Не просто смотреть на цифры, а понимать, почему сегодня точка росы на выходе на полградуса выше, чем вчера при тех же настройках. Может, атмосферное давление упало, может, адсорбент начал стареть, а может, просто датчик ?заплакал?. Это уже не чистая технология, это ремесло. И в Китае, с его огромным парком промышленных установок, таких ремесленников, умеющих заставить адсорберы работать стабильно и эффективно, целые армии. И компании вроде упомянутой проектной организации — как раз те узлы, где это знание аккумулируется и превращается в новые работающие проекты.