Китай: новые технологии утилизации хвостового газа?
2026-02-06
Когда слышишь про ?новые технологии утилизации хвостового газа? в Китае, первая мысль — опять маркетинг. Все кричат про инновации, а на деле часто оказывается старый добрый PSA (адсорбция при переменном давлении) или мембраны, просто в новой упаковке. Но за последние 5-7 лет картина реально сдвинулась. Не то чтобы случилась революция, но появились конкретные, работающие на полную катушку решения для тех потоков, которые раньше или сжигали, или, простите, просто стравливали. И главный драйвер — даже не экология сама по себе, а жёсткая экономика ресурсов и политика ?чистого производства?. Предприятиям стало выгодно ловить эти проценты.
От ?должно быть? к ?как именно?: эволюция подхода
Раньше типичная история: на установке есть поток хвостового газа, в основном водород с примесями. По проекту — направить на факел или в топливо печей. Технология утилизации есть, но CAPEX высокий, окупаемость сомнительная. И всё замирает. Сейчас подход другой. Не ?как нам его утилизировать??, а ?что в этом потоке имеет ценность здесь и сейчас??. Водород? Тогда его очистка и возврат в процесс, например, в гидроочистку. Углеводороды C1-C4? Тогда либо доводка до топливного газа, либо, если состав позволяет, выделение отдельных фракций. Ключевое слово — интеграция. Технология подбирается не абстрактно, а под конкретную точку ввода продукта в существующую схему завода.
Вот живой пример с одного НПЗ в Шаньдуне. Был поток с установки гидрокрекинга, богатый водородом, но под давлением всего 0.3 МПа и с приличной долей CO. Классический мембранный метод или короткоцикловая адсорбция не очень подходили из-за низкого давления и необходимости глубокой очистки от CO. Решение нашли гибридное: сначала грубая очистка и компремирование, потом — специальная конфигурация установки короткоцикловой адсорбции (КЦА) с многослойными адсорбентами, которая справляется с CO. Водород пошёл обратно в процесс, а отбросную часть, которая всё ещё калорийна, направили не на факел, а в сеть топливного газа для котлов. Окупилось за 3 года. Но тут важно: успех был не в суперновой технологии, а в точном инжиниринге под конкретные условия. Многие неудачи как раз из-за того, что берут ?коробочное? решение и пытаются его прикрутить.
Ещё один момент, который часто упускают из виду — стабильность состава хвостового газа. В теории поток характеризуют, берут пробы, делают проект. На практике состав может ?плавать? в зависимости от режима основной установки, сырья, катализатора. Если технология не имеет достаточного операционного окна, начинаются проблемы: то продукт не соответствует спецификации, то оборудование закоксовывается. Приходится закладывать буферные ёмкости или, что дороже, системы онлайн-анализа и автоматического регулирования. Это та самая ?мелочь?, которая съедает всю экономику проекта, если её не учесть на стадии FEED (проектирования).
Технологический зоопарк: что реально работает на площадках
Если отбросить шумиху, на китайских промплощадках сегодня доминируют несколько направлений. Во-первых, это, конечно, мембранное разделение для потоков с высоким парциальным давлением целевого компонента (того же водорода). Китайские производители мембран, вроде компании из Чэнду, о которой позже, сильно продвинулись. Их плёнки по селективности и стабильности уже конкурируют с западными аналогами, а стоят заметно дешевле. Но мембраны капризны к аэрозолям, тяжёлым углеводородам и пластификаторам — нужна очень качественная предварительная очистка.
Во-вторых, короткоцикловая адсорбция (КЦА). Здесь прогресс в основном в алгоритмах управления и конструкциях адсорберов, которые позволяют снизить потери водорода и увеличить ресурс адсорбента. Видел установки, где за счёт оптимизации цикла и применения слоистых адсорбентов (молекулярные сита + активированный уголь) добиваются степени извлечения водорода под 90% из довольно грязных потоков. Но это энергозатратно — на регенерацию идут немалые объёмы топливного газа.
И третий тренд — криогенные технологии. Их применяют не так часто, в основном для крупных потоков, где нужно получить не просто топливный газ, а жидкие продукты (этан, СУГ) высокой чистоты. CAPEX заоблачный, но для таких гигантов, как Shenhua или Sinopec, строящих интегрированные химические комплексы, это оправдано. Они ?замыкают? углеродный цикл, превращая хвостовые газы в сырьё для пиролиза.
А вот про биологические методы или какие-нибудь плазмохимические процессы в промышленном масштабе говорить пока рано. Лабораторные образцы есть, пилотные установки тоже мелькают в новостях, но до коммерческой надёжности и понятной экономики им ещё далеко. Инвестиции в такие ?темные лошадки? идут в основном через государственные научные фонды, а не от самих компаний.
Кейс в фокусе: опыт Chengdu Yizhi Technology
В контексте разговора о практической реализации интересен опыт Chengdu Yizhi Technology Co. (дочерняя структура Chengdu Huaxi Chemical Technology). Их сайт (https://www.yzkjhx.ru) позиционирует их как проектный институт, и это ключевое слово. Они не просто продают оборудование, а занимаются инжинирингом полного цикла. По их открытым кейсам видно, что специализация — газы в химии и нефтепереработке.
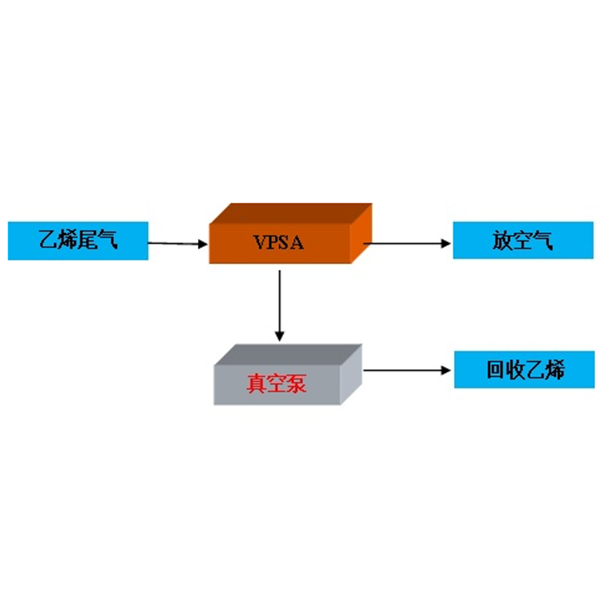
Один из их проектов, который мне довелось косвенно изучать, — утилизация хвостового газа на установке производства олефинов. Проблема была классическая: поток переменного состава (этилен, этан, пропилен, водород), который периодически сжигался. Стандартное решение — построить отдельную установку фракционирования, но это долго и дорого. Инженеры Yizhi предложили и реализовали схему с предварительным мембранным блоком для выделения и возврата части водорода и лёгких олефинов, а оставшийся поток, обогащённый этаном, направили прямо в печь пиролиза как дополнительное сырьё. По сути, они встроили утилизацию в основной процесс, избежав создания автономного комплекса.
Что здесь ценно? Не технологическое чудо, а системное мышление. Они посмотрели на завод как на единый организм. Их сила, как проектного института с уставным капиталом в 120 миллионов юаней, — в возможности проводить детальное моделирование процессов (Aspen HYSYS и т.п.) и предлагать кастомизированные, а не типовые решения. В их портфеле есть и КЦА, и мембранные системы, но выбор всегда обоснован технико-экономическим расчётом для конкретного заказчика.
Конечно, и у них не всё гладко. В одном из ранних проектов по утилизации коксового газа на металлургическом комбинате столкнулись с быстрым забиванием предварительных фильтров смолами и пылью. Пришлось на ходу дорабатывать систему промывки и вводить дополнительную ступень очистки. Это привело к превышению бюджета и сдвигу сроков. Но такой опыт — часть профессионального роста. Теперь, уверен, они закладывают более консервативные допуски по чистоте сырья на входе.
Подводные камни и уроки, которые не пишут в брошюрах
Говоря о новых технологиях, нельзя обойти стороной подводные камни. Первый и главный — экономика при низких концентрациях. Если ценного компонента в потоке меньше 15-20%, чаще всего проект не взлетит. Затраты на его выделение превысят стоимость продукта. Иногда выгоднее использовать газ напрямую как низкокалорийное топливо в ближайшей печи, модернизировав горелки, чем строить целую систему очистки.
Второй камень — инфраструктура. Допустим, ты выделил прекрасный, чистый водород. Но куда его подать? Если на заводе нет сети водородопроводов подходящего давления или свободной ёмкости для приёма, проект упрётся в необходимость огромных дополнительных инвестиций. Часто оптимальным решением оказывается не максимальная очистка, а получение продукта ?достаточно хорошего? для использования в ближайшей точке потребления.
Третий момент — операционные расходы (OPEX). Новые катализаторы, специальные адсорбенты, мембранные элементы — всё это имеет свой ресурс и стоимость замены. Если поставки и сервис зависят от единственного иностранного поставщика, это огромные риски. Сейчас, кстати, это мощный стимул для развития локальных производителей в Китае. Надёжность и доступность сервиса иногда важнее пары процентов в эффективности по паспорту.
И последнее — человеческий фактор. Сложную установку утилизации нужно обслуживать. Если на заводе нет подготовленных кадров, даже самая совершенная технология будет простаивать или работать вполсилы. Успешные проекты всегда включают не только поставку ?железа?, но и полноценное обучение технологов и операторов, написание подробных регламентов. Без этого любая инновация превращается в головную боль.
Взгляд вперёд: куда дует ветер?
Итак, что же в итоге? Китай не изобрёл волшебную палочку для утилизации хвостового газа. Но здесь создана мощная экосистема для практического, экономически обоснованного внедрения существующих технологий. Драйверы — политика ?зелёного? развития, ужесточение нормативов по выбросам и, что важнее, растущая зрелость и конкуренция среди местных инжиниринговых компаний, таких как Chengdu Yizhi Technology.
Будущее, на мой взгляд, за гибридными системами. Не КЦА или мембраны, а их комбинации, подобранные для максимизации ценности конкретного потока. А также за цифровизацией — использованием данных в реальном времени и предиктивной аналитики для оптимизации режимов работы установок утилизации в условиях меняющегося состава сырья.
Главный же сдвиг — в сознании. Хвостовой газ всё реже воспринимается как отход, подлежащий уничтожению. Его всё чаще видят как не до конца использованный ресурс, потенциальную статью дохода или, как минимум, способ снизить операционные затраты на основном производстве. И в этом, пожалуй, и заключается самая важная ?новая технология? — не в аппаратуре, а в подходе. А технологии, как известно, следуют за спросом. И спрос здесь явно растёт.