Китай: утилизация хвостового газа этилена?
2026-02-01
Если честно, когда видишь этот вопрос, первое, что приходит в голову – это типичное заблуждение: будто бы ?хвостовой газ этилена? – это какая-то однородная субстанция, с которой можно работать по единому рецепту. На практике же всё упирается в конкретный состав, давление и, главное, экономику процесса на конкретном заводе. Многие проекты по утилизации проваливаются не из-за технологий, а из-за того, что изначально неправильно оценили эти ?хвостики?.
Что скрывается за термином ?хвостовой газ??
Начнём с основ, которые почему-то часто упускают из виду в общих обзорах. Хвостовой газ этилена – это не просто отходящий поток из колонны С2-сплиттера. Его состав – это коктейль из этилена, этана, метана, водорода, иногда пропилена и ацетилена. Процентное соотношение – ключевой фактор. На одном производстве это может быть поток с 60% этилена, на другом – с 20%, разбавленный азотом. И сразу становится понятно, почему универсального решения нет.
Частая ошибка на старте – пытаться применить мембранное разделение или короткоцикловую адсорбцию (КЦА) для потоков с низким парциальным давлением целевых компонентов. Эффективность падает катастрофически, капитальные затраты не окупаются. Видел проект, где пытались выделить этилен из потока с общим давлением 3 бара и содержанием этилена 15%. Мембраны просто не вышли на проектный коэффициент обогащения, установка простаивает.
Здесь важно смотреть на источник. Газ с установки пиролиза, с установки дегидрирования этана или, может, сбросные газы с ёмкостей хранения? От этого зависит не только состав, но и наличие примесей-ядов для катализаторов в последующих процессах. Например, ацетилен или СО могут быть убийственны для систем гидрирования или полимеризации, если газ пойдёт на рецикл.
Основные пути утилизации: не только теория
Если отбросить красивые презентации, на деле в Китае массово применяют несколько направлений. Первое – и самое очевидное – возврат в печь пиролиза в качестве топливного газа. Кажется, просто и дёшево. Но тут есть нюанс: теплотворная способность такого хвостового газа сильно плавает. Если не стабилизировать состав топливной смеси, можно получить проблемы с температурным режимом в горелках, локальные перегревы, повышенный NOx. На ряде старых НПЗ так и делают – просто сжигают, но на современных комплексах с жёсткими экологическими нормативами это уже не пройдёт.
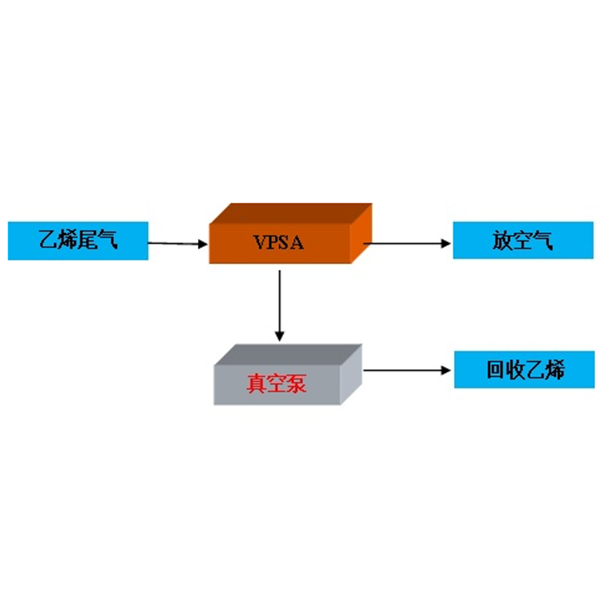
Второй путь – выделение и рецикл. Здесь лидируют технологии глубокого охлаждения и низкотемпературной дистилляции. Но они энергозатратны. Оправданы только при больших объёмах и высоком содержании целевых С2+. Классический пример – установка утилизации хвостового газа этилена на комплексе Ningbo Heyuan, где из потока с высоким содержанием этана и этилена их выделяют и возвращают в голову процесса. Экономика сошлась из-за масштаба.
Третий путь, который набирает обороты, – использование в качестве сырья для синтеза. Например, гидроформилирование или прямое окисление. Но это уже химическая конверсия, требующая отдельного, часто капризного, каталитического процесса. Внедрять такое рискованно без детальных пилотных испытаний. Знаю случай на одном из заводов в провинции Цзянсу, где пытались наладить получение пропионового альдегида из этиленового хвостового газа. Проект заглох на стадии отработки катализатора – он быстро дезактивировался из-за следовых количеств серы.
Практические сложности и ?подводные камни?
Вот о чём редко пишут в учебниках, но с чем сталкиваешься на каждой площадке. Первое – колебания состава. Пиролизная печь – не часовой механизм, состав сырья меняется, режимы корректируются. И хвостовой газ ?плывёт? вместе с этим. Система утилизации должна быть рассчитана не на усреднённые значения, а на возможный диапазон. Иначе в один ?прекрасный? день компрессор может получить нерасчётную нагрузку, или сепаратор перестанет справляться.
Второе – вопросы материаловедения. Если в газе есть влага и следы кислот, при охлаждении ниже точки росы начинается коррозия. Стандартная углеродистая сталь в низкотемпературных секциях может не подойти. Приходится закладывать нержавейку, что удорожает проект. А если в процессе используется адсорбция или мембранное разделение, то примеси (даже в ppm) могут необратимо отравить адсорбент или закупорить мембраны.
Третья головная боль – интеграция новой системы утилизации в существующую инфраструктуру завода. Часто нет свободного места, нужно врезаться в работающие трубопроводы под давлением, согласовывать длительные остановки. Иногда экономический эффект от утилизации съедается стоимостью этих монтажных и организационных работ.
Опыт Chengdu Yizhi Technology: не панацея, но системный подход
В контексте разговора об интеграции и практической реализации стоит упомянуть опыт проектных институтов. Один из них – Chengdu Yizhi Technology Co. (дочерняя структура Chengdu Huaxi Chemical Technology). Они не продают ?волшебные коробки?, а работают как проектный институт полного цикла. Их сайт yzkjhx.ru – это, по сути, портфолио выполненных проектов в нефтехимии.
Что в их подходе ценно? Они начинают не с выбора технологии, а с детального аудита конкретного потока хвостового газа на конкретном заводе. Берут пробы в разное время суток, при разных режимах работы установки. Строят реальную картину, а не работают с паспортными данными. Потом уже моделируют варианты: где-то выгоднее ставить модуль предварительного разделения газов, чтобы повысить концентрацию этилена перед рециклом, где-то – интегрировать поток в систему топливного газа с предварительным смешением и контролем теплотворной способности.
Из их практики: был проект для завода по производству ПВХ, где хвостовой газ с низким содержанием этилена (около 25%) успешно интегрировали в систему топлива для котлов, но с установкой системы онлайн-анализа и автоматического регулирования состава смеси. Решение не самое высокотехнологичное, но надёжное и окупившееся за счёт снижения закупок природного газа. Другой их проект – редизайн системы рекуперации на этиленовом комплексе – позволил увеличить возврат этилена на 2-3%, что при больших объёмах дало значительный экономический эффект.
Взгляд в будущее: тренды и экономические ограничения
Куда всё движется? Тренд – это, безусловно, цифровизация и предиктивная аналитика. Датчики онлайн-анализа состава, связанные с системой управления технологическим процессом (АСУТП), которые могут предсказывать изменения в потоке и адаптировать режим работы установки утилизации. Это уже не фантастика, такие системы начинают внедрять.
Второй тренд – миниатюризация и модульность установок. Не гигантские цеха, а компактные, почти контейнерные, решения для утилизации малых потоков газа на средних и малых предприятиях. Это может стать нишей.
Но главный ограничитель – и всегда им был – экономика. Цена на этилен на рынке, стоимость электроэнергии для работы криогенных установок, тарифы на выбросы CO2. Если цена на продукт низкая, а энергия дорогая, то даже самая совершенная технология утилизации этилена из хвостового газа будет нерентабельна. Все технические решения упираются в этот простой расчёт. Поэтому часто оптимальным решением оказывается не самое технологически изощрённое, а самое адаптированное к местным условиям и ценам. Иногда это просто грамотно организованное сжигание с рекуперацией тепла. И в этом нет ничего зазорного – это и есть инженерная практика.